Оружейники и производство оружия
|
Для организации необходимого ремонта оружия трапперов западные пушные компании стали нанимать на работу оружейных мастеров или кузнецов и открывать для них мастерские в наиболее крупных факториях в глубине страны. В составе наиболее крупных экспедиций, отправляемых в новые области, среди наемного персонала также были специалисты по работе с металлом. Сент-Луис, разумеется, будучи центром торговли на Западе, тоже привлекал к себе мастеров-оружейников, самыми известными из которых были Джекоб и Самюэль Хокены, которым уже было уделено определенное внимание в начале этой главы. Благодаря исследованию Кауфмана у нас есть надежные свидетельства важности производства и ремонта оружия для процесса торговли того периода. Двадцать или даже больше оружейных мастерских были весьма значительным числом для города с населением в 10 или 15 тысяч человек в 1830-х годах.
Очень немногие из числа первых оружейников решились отправиться из Сент-Луиса на работу в поселения в Калифорнии, Орегоне и на Юго-Западе. Джеймс O. Патти повествует о встрече американских оружейников в области Эль-Пасо в 1827 году. Этот человек отправился на Дальний Запад с майором Эндрю Генри из Меховой компании Скалистых гор в начале 1820-х годов. Томас Р. Гарт из Службы национальных парков в ходе своих археологических исследований на месте «Миссии Уитмена» у Вайилатпу, неподалеку от города Уолла-Уолла, штат Вашингтон, открыл интересные остатки оружейной мастерской переселенцев. Гарт сообщал: «Вероятно, самые впечатляющие из всех находок были сделаны нами на полу подвала. Здесь была обнаружена большая куча курков, пружин, спусковых крючков, штампов и других инструментов для производства оружия». Следующие слова из письма, отправленного оружейником У.Дж. Берри губернатору Джозефу Лейну, могут объяснить, каким образом все это оказалось в тайнике в миссии проповедника: «Помимо обычного снаряжения я взял с собой полный и ценный для меня комплект инструментов и оборудования для изготовления ружей и другого огнестрельного оружия; а также большой набор материалов, используемых в указанном бизнесе, который, как вы знаете, является моим ремеслом». Гарт объясняет, что Берри складировал свой комплект инструментов и материалов для производства оружия в помещении миссии преподобного Роджерса в Вайилатпу в конце 1847 года незадолго до того, как он, налегке, отправился вниз по течению Колумбии. Этот его комплект должен был быть отправлен ему весной следующего года, но индейцы вырезали всех обитателей миссии спустя месяц после его отплытия, и миссия была заброшена. Гарт далее пишет: «Большинство найденных предметов были курки для капсюльных ружей того периода. Курки эти были сделаны из чугуна и при использовании часто ломались. Поэтому оружейники всегда имели в своей мастерской большой запас таких изделий». Берри определил стоимость своих пропавших инструментов и материалов в 5 тысяч долларов. В дневниках торговцев и в официальных архивах пушных компаний мы встречаем немало записей о найме на работу оружейников. Здесь мы позволим себе процитировать только две из них. В ноябре 1827 года, когда отряд Джедидаи Смита находился на миссии Сан-Хосе, штат Калифорния, Смит записал: «Я договорился со священником, что могу использовать кузню в течение одной недели для ремонта нашего оружия». В дневнике Натаниэля Дж. Уайета упоминается нечто вроде оружейной мастерской под открытым небом, которую устроили первые в этих местах оружейники. 9 декабря 1834 года, будучи неподалеку от реки Дешутс, Уайет сделал следующую запись: «В течение этого времени [пяти предшествующих дней] мы переделали в капсюльные 3 ружья, наш порох был таким плохим, что кремневые ружья сделались практически бесполезными». Правительство Соединенных Штатов взяло на себя часть забот о ремонте оружия, используемого его индейскими подопечными, но надежные свидетельства о подобных оружейных мастерских разбросаны по разным источникам. Отдельные заметки об этом бизнесе можно обнаружить в ежегодных докладах, представлявшихся главами канцелярий, агентами и субагентами по делам индейцев. В 1820-х и 1830-х годах Соединенные Штаты поддерживали правительственные агентства в Сент-Луисе, Каунсил-Блафс, форте Кларк, форте Армстронг, Прейрие-Дю-Шин, Грин-Бей, форте Макино, форте Уэйн и форте Диборн. Обычно ремонт оружия в этих местах считался разновидностью кузнечного дела, и работники нанимались как кузнецы за плату в 500 долларов в год. Далеко не всегда, разумеется, работа эта была круглогодичной. Так, например, Уильям Кларк, руководитель Управления по делам индейцев в Сент-Луисе, представил руководству счета за 1823 и 1824 годы, в которые были включены в том числе выплаты за «починку ружей для индейцев». Джекоб Хокинс, как звали кузнеца, нанятого за 500 долларов в год, появляется в архивных документах три раза в период с 1 сентября 1823 года по 1 сентября 1824 года; однако заработок его за этот период составил 32 доллара 75 центов. Соломон Микерон и Джон Лебени также получали плату за ремонт оружия в тот же самый период. Как и можно было ожидать, индейцы оценили услуги оружейников в той же степени, что и белые промысловики. Чарльз Макензи, один из руководителей Северо-Западной компании на Миссисипи в первые годы XIX века, подтверждает, что индейцы равнин в свое время высоко ценили мастерство оружейников. Он приводит слова вождя индейцев племени хидатса, сказанные тем об экспедиции Льюиса и Кларка, которая тогда находилась на Миссури: «Если бы эти белые воины оказались на наших равнинах… мои люди, сев на коней, быстро бы разделались с ними, как и с другими воинами… среди них есть только два практичных человека – тот, что работает с железом, и тот, кто чинит ружья». Хотя оружейники Фронтира, как правило, работали только относительно простыми инструментами, работы более искусных мастеровых отличались высоким качеством. Братья Хокен были известны совершенством изготовляемого ими оружия. Одним из наиболее совершенных их инструментов было устройство для нарезания резьбы в канале ствола огнестрельного оружия, изображенное на рис. 17. Оно ни в коем случае не было оригинальной разработкой Хокенов, но их искусная работа по нарезке стволов принесла им заслуженное уважение и высокую репутацию. Они были в состоянии выпускать оружие, которое для своего времени отличалось замечательным единообразием в отношении точности стрельбы и надежностью в применении. Приспособление для нарезки стволов не отличалось сложностью, как это видно из рисунка, но, чтобы работать с ним, требовалось изрядное мастерство. На рисунке слева мы видим ружейный ствол, в котором должны быть сделаны нарезы. Он останавливается соосно с направляющей ствола или спирально-нарезным цилиндром (изображенным в центре рисунка), а затем прочно закрепляется в струбцинах. Режущий стержень вставляется в направляющий цилиндр и подводится к дульному отверстию канала ствола. На конце режущего стержня имеется режущая головка, удерживающая резец. Эта режущая головка состоит из свинцовой пробки чуть меньшего диаметра, чем канал ствола, наплавленной на режущий стержень. 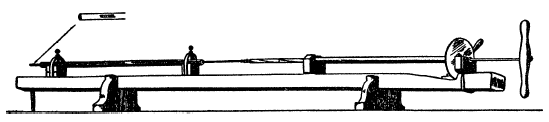 Рис. 17. Приспособление для нарезки ружейных стволов, использовавшееся братьями Хокен на их фабрике в Сент-Луисе В нее на 1/16 дюйма заглублено режущее устройство или резак из самой твердой стали. Посредством рукояти привода, показанной на правом краю рисунка, прорезанные по спирали канавки на спирально-нарезном цилиндре вставляются в удлиненную трубоподобную головку, показанную на рисунке сразу же слева от рукояти привода. Эта головка соотносится с направляющим цилиндром так же, как гайка соотносится с болтом. Когда направляющий цилиндр с усилием подается сквозь головку вперед или назад давлением на рукоять привода, она вращается точно так же, как и нарезной стержень, идущий сквозь канал ствола. Резак, закрепленный в нем, прорезает спиральную канавку в канале ствола всякий раз, когда оператор протягивает нарезной стержень вперед или назад, держа его за рукоять. Спиральные направляющие в нарезном цилиндре и в головке прорезаны таким образом, что нарезной стержень делает один полный оборот при подаче его на расстояние 48 дюймов. Когда резец прорезает первый нарез на глубину, на какую он выставлен, направляющий цилиндр извлекается из головки и вставляется снова, с поворотом на один нарез вправо. Процесс нарезания повторяется до тех пор, пока в канале ствола не появятся семь нарезов. Затем резец удаляется из свинцового держателя, и на дно его посадочного места кладется полоска бумаги. Резец водворяется на место поверх бумаги; на этот раз он выдвигается из держателя чуть выше над поверхностью свинца. Процесс нарезки ствола затем возобновляется и ведется до тех пор, пока семь нарезов в стволе не становятся «глубиной от десяти до четырнадцати бумажек». Это позволяет полям ствола достаточно возвышаться над дном нарезов, чтобы придать пуле желаемую скорость вращения, когда она покидает ствол при выстреле из ружья. Для полной нарезки ствола необходимо было сделать около семисот проходов. За собственно нарезкой следовал процесс «украшательства». Это делалось с целью сглаживания нарезов и полей. Прут гикори[28] диаметра меньшего, чем канал ствола, плотно обворачивался шпагатом с одного конца на длину в несколько дюймов так, что теперь толщина этого конца прута была примерно равна каналу ствола. Прут этот пропускался сквозь канал ствола до тех пор, пока обмотанный конец его не оказывался внутри канала ствола. После этого на конец ствола выливался расплавленный свинец. Обмотанный вокруг конца прута шпагат впитывал свинец, образуя свинцовую пробку длиной несколько дюймов на конце прута. Эта пробка четко передавала местоположение нарезов и полей канала ствола. Затем прут с находящейся на его конце свинцовой пробкой извлекался из ствола и в свинцовую пробку на середине ее длины вставлялся небольшой тонкий резец в том месте, где имелся отпечаток одного из нарезов. Второй резец, шириной равной полю, вставлялся в свинцовую пробку в точном месте расположения одного из полей. Эти чистовые резцы тщательно устанавливались по высоте выступания над цилиндрической пробкой, а затем все приспособление, обильно смазанное, протаскивалось несколько раз сквозь канал ствола до тех пор, пока все нарезы и поля не становились одинаковыми и хорошо сглаженными. После установки заглушки в казенной части ствола, просверливания запального отверстия или установки ударника, покрытия медью металлических выступов, петель или шпилек, которыми ствол должен был крепиться к прикладу, и установки мушки и прицельной рамки работа оружейника над стволом была окончена. Впереди был еще один важный этап работы над оружием – изготовление замка, приклада и монтаж ствола и замка на прикладе. Технология западных производителей ружей повторяла в основных чертах технологию их восточных коллег того времени, имевшиеся же различия были обусловлены большей продвинутостью западных мастеровых. Ныне хорошо известно, что американские ружья отнюдь не свалились с неба в руки безымянного пенсильванского оружейника начала XIX века. Первые эксперименты по созданию ружей со спиральными нарезами проводились испанскими мастеровыми по крайней мере лет за сто до первых таких попыток в Америке. Свой вклад в эту сферу внесли и швейцарские и германские оружейники примерно в то же самое время. Даже прожиренные войлочные пыжи использовались в Европе задолго до того, как они появились в Пенсильвании. Однако европейские оружейники, похоже, считали, что их ружейные пули должны всегда быть больше по диаметру, чем канал ствола, и что они должны с силой забиваться в ствол для того, чтобы свинцовое тело пули врезалось в его нарезы – причем процедура эта требовала использования киянки при зарядке. Успехи американских производителей оружия кроются в открытии того, что пуля не должна быть по диаметру больше канала ствола и что мягкий, прожиренный пыж, окружающий свинцовое ее тело, вполне может сам врезаться в нарезы и передать вращательный момент пуле. Для того же, чтобы дослать на предназначенное ей место пулю, обернутую в пыж, необходимо было приложить усилие на шомпол всего только около 20 фунтов, что весьма ускоряло процесс заряжания. Реализовав это, американские оружейники стали основное свое внимание уделять повышению точности боя и эффективности своих изделий. Каким должен быть размер пули? В какой пропорции должны соотноситься вес пороха и вес пули? Сколько нужно нарезать в канале ствола нарезов и какой они должны быть глубины? Как скорость вращения зависит от крутизны нарезов? И какой длины ствол обеспечит максимальную дальность полета пули и ее поражающее действие при сохранении точности стрельбы? На многие из этих основополагающих вопросов были найдены более или менее точные ответы в то время, когда все центры производства огнестрельного оружия находились еще к востоку от Аллегейнских гор, так что оружейники, перебираясь на Запад, старались придерживаться проверенной практики. Однако некоторые индивидуалисты изменяли общепринятые методы в соответствии со своими собственными идеями о совершенствовании оружия, и порой их усилия увенчивались новыми открытиями. Большое и весьма значительное изменение в традициях создания американских ружей имело в своем основании особые требования жителей Запада, которые значительную часть своего времени проводили верхом на лошади. Отсюда и выросло отвержение принятых ответов на вопросы относительно диаметра канала ствола и длины ствола. |
загрузка...